Grundlagen Drahterosion
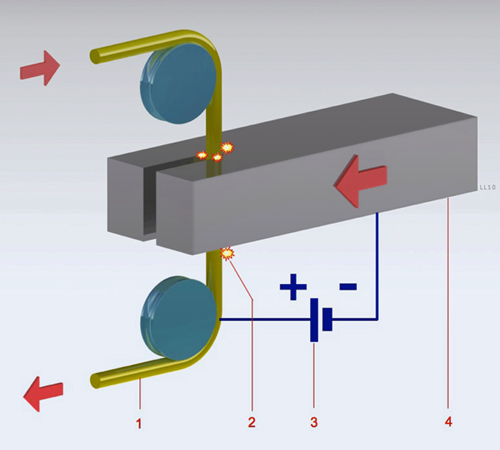 Der auf einer Spule aufgewickelte Erodierdraht wird über Umlenkrollen und die Bremsrolle zur oberen Drahtführung geführt. Zwei gegenüberliegende Antriebsrollen ziehen den Draht mit einer definierten Zugspannung von 1 – 25 Newton und einer Geschwindigkeit von bis zu 25 m/min durch das Werkstück und die untere Drahtführung, nach der er entsorgt wird.
Der auf einer Spule aufgewickelte Erodierdraht wird über Umlenkrollen und die Bremsrolle zur oberen Drahtführung geführt. Zwei gegenüberliegende Antriebsrollen ziehen den Draht mit einer definierten Zugspannung von 1 – 25 Newton und einer Geschwindigkeit von bis zu 25 m/min durch das Werkstück und die untere Drahtführung, nach der er entsorgt wird.
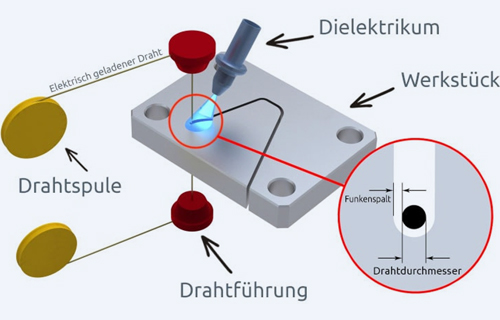
Die Drahtführungen ober- und unterhalb des Werkstücks führen und stützen den Draht und unterdrücken Schwingungen. Zudem gewährleisten sie beim Konisch-Schneiden einen definierten Umlenkpunkt. Die Werkstücke werden in einem flüssigen Dielektrikum geschnitten. Dieses besteht meist aus deionisiertem Wasser, bei einigen Maschinen auch aus Erodieröl.
Durch permanente Spülung entsorgt das Dielektrikum den anfallenden Erodierabfall aus dem Schneidspalt und kühlt den Draht, der bei geringem Querschnitt einen hohen Strom aufnehmen muss. Auch das Werkstück und der Maschinenraum werden so gekühlt, um eine höhere Präzision zu erreichen. [Quelle: Wikipedia]
[Bildquelle: www.erodieren-marktplatz.de/erodieren/drahterodieren]